 English
English русский
русский 简体中文
简体中文

Home / News / Industry News / What is an Aluminium Cap For Cartridge Vials?
What is an Aluminium Cap For Cartridge Vials?
2026.05.22
Content
- 1 What Is a Cartridge Vial and Why Does It Need an Aluminium Cap?
- 2 How Aluminium Caps for Cartridge Vials Are Made
- 3 Standard Dimensions and Sizes of Aluminium Caps for Cartridges
- 4 Key Functions of an Aluminium Cap on a Cartridge Vial
- 5 Types of Aluminium Caps Used on Cartridge Vials
- 6 Regulatory and Quality Standards for Aluminium Caps
- 7 The Crimping Process: How Aluminium Caps Are Applied
- 8 Applications: Where Aluminium-Capped Cartridge Vials Are Used
- 9 Aluminium Cap vs. Other Cartridge Closure Options
- 10 Summary: Why the Aluminium Cap Is Essential to Cartridge Vial Safety
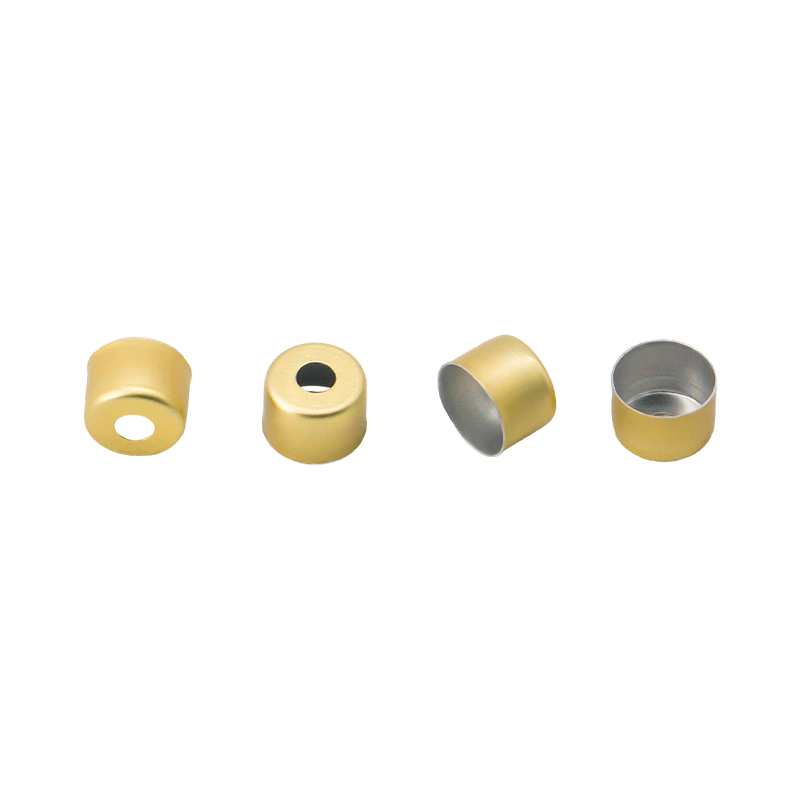
An aluminium cap for cartridge vials is a precision-formed metal closure component used to seal the open end of a pharmaceutical cartridge vial, securing the rubber stopper or gasket in place and maintaining the sterility, integrity, and tamper-evidence of the drug product contained within. Cartridge vials — also called cartridges or carpules — are cylindrical glass or plastic containers used to store injectable medications, insulin, vaccines, dental anesthetics, and other pharmaceutical substances. The aluminium cap crimps over the neck of the cartridge and locks the stopper in position, preventing accidental displacement, contamination, and unauthorized access. Without a properly applied aluminium cap, a cartridge vial cannot maintain the hermetic seal required for pharmaceutical products that must remain sterile and chemically stable throughout their shelf life — which may span 12 to 36 months or more depending on the drug formulation.
What Is a Cartridge Vial and Why Does It Need an Aluminium Cap?
Before understanding the cap, it helps to understand the container it seals. A cartridge vial is a tubular pharmaceutical primary packaging component — typically made from Type I borosilicate glass or high-barrier cyclic olefin polymer (COP) — designed for use with a specific delivery device such as an auto-injector pen, reusable injection device, or dental syringe.
Structure of a Sealed Cartridge
A fully assembled pharmaceutical cartridge consists of several components working together as a system:
- The glass or polymer barrel — the main body that holds the drug substance
- The plunger stopper — a rubber plug at the back of the cartridge that is pushed forward by the delivery device to expel the drug
- The front rubber stopper (disc stopper or needle stopper) — a rubber gasket seated at the neck of the cartridge through which the injection needle penetrates
- The aluminium cap — the metal closure crimped over the neck of the cartridge to hold the front stopper firmly in position
The aluminium cap serves as the final sealing element in this system. Its crimped edges fold tightly under the cartridge's rim flange, applying controlled mechanical force that compresses the rubber disc stopper against the glass neck bore, creating an airtight and liquid-tight seal. Without this mechanical retention force, the rubber stopper could be displaced by internal pressure, handling shock, or temperature-induced expansion of the drug product.
How Aluminium Caps for Cartridge Vials Are Made
Aluminium caps for pharmaceutical cartridges are precision-engineered components manufactured under strict quality control conditions from high-purity aluminium alloy.
Raw Material: Pharmaceutical-Grade Aluminium Alloy
The aluminium used for pharmaceutical caps is typically 1000-series or 8000-series aluminium alloy (such as alloy 8011 or 1100), selected for its combination of high purity, excellent formability, and resistance to corrosion. These alloys contain 99% or more aluminium by weight, with tightly controlled levels of iron, silicon, copper, and other trace elements to ensure consistent mechanical behavior during the stamping and crimping process. The aluminium sheet stock used for cap production is typically 0.15 to 0.25 mm thick, providing sufficient rigidity to maintain the seal under normal handling and storage conditions while remaining thin enough to deform precisely during the crimping step without cracking or tearing.
Stamping and Forming Process
Aluminium caps are produced using a progressive die stamping process in which a continuous aluminium sheet is fed through a series of stamping dies that progressively form the flat sheet into a finished cap shape in multiple steps. The process typically involves blanking (cutting the circular disc), deep drawing (forming the cylindrical skirt), ironing (thinning the side wall to achieve uniform thickness), and trimming (cutting the skirt to the precise final height). High-speed stamping presses used for pharmaceutical cap production operate at 200 to 600 strokes per minute, producing finished caps at extremely high rates while maintaining dimensional tolerances of ±0.05 mm or tighter on critical dimensions.
Surface Treatment and Coating
After forming, aluminium caps undergo surface treatment processes appropriate to their pharmaceutical application. Common treatments include:
- Anodizing: An electrochemical process that thickens the natural aluminium oxide layer on the surface, improving corrosion resistance and providing a surface that accepts colored dyes for product identification and brand differentiation
- Lacquering: Application of a thin, pharmaceutical-grade lacquer coating to the inner surface of the cap to prevent direct metal-to-drug contact and reduce the risk of metal ion leaching into the drug product
- Epoxy or vinyl coating: Applied to caps that will be in contact with particularly reactive drug formulations, providing an additional barrier between the aluminium and the pharmaceutical content
- Color printing or embossing: Pharmaceutical-grade inks or mechanical embossing are used to apply product identification, dosage information, lot codes, or brand markings directly onto the cap surface
Standard Dimensions and Sizes of Aluminium Caps for Cartridges
Aluminium caps for pharmaceutical cartridges are manufactured in standardized dimensions that correspond to the neck dimensions of the cartridge vials they seal. International standards — particularly those published by the International Organization for Standardization (ISO) and individual national pharmacopoeias — define the critical dimensions that caps must meet to ensure compatibility with cartridges and with the delivery devices that use them.
| Cap Diameter | Cartridge Size | Common Fill Volume | Typical Applications |
|---|---|---|---|
| 13 mm | Standard 1.5 mL / 3 mL | 1.5 mL – 3.0 mL | Insulin pens, GLP-1 injectors, growth hormone |
| 13 mm | Standard 1.8 mL dental | 1.8 mL | Dental local anesthetics (carpules) |
| 16 mm | Large cartridge | 3.0 mL – 5.0 mL | Biologics, biosimilars, high-volume injectables |
| 20 mm | Wide-neck cartridge | 5.0 mL – 10.0 mL | Lyophilized drug reconstitution cartridges |
The 13 mm cap diameter is by far the most widely used in the global pharmaceutical cartridge market, corresponding to the standard cartridge dimensions defined in ISO 11608-1 (Needle-based injection systems for medical use) and widely adopted for insulin delivery systems, GLP-1 receptor agonist injectors, and dental anesthetic carpules.
Key Functions of an Aluminium Cap on a Cartridge Vial
The aluminium cap performs several simultaneous and critical functions in the pharmaceutical cartridge system. Each function contributes directly to drug product safety, stability, and regulatory compliance.
Mechanical Retention of the Rubber Stopper
The primary mechanical function of the aluminium cap is to hold the front disc stopper in place against the cartridge neck with a defined and controlled retention force. During the crimping process, the cap's skirt is deformed under the cartridge neck flange, applying a compressive force that maintains the stopper-to-glass seal. The crimping force is precisely controlled — typically between 30 and 60 N for standard 13 mm cartridge caps — to achieve a leak-tight seal without cracking the glass neck or cutting the rubber stopper. Insufficient crimping force results in a loose cap that cannot maintain the seal; excessive force risks glass breakage or rubber damage.
Hermetic Sealing and Sterility Maintenance
By pressing the rubber disc stopper firmly against the glass bore of the cartridge neck, the crimped aluminium cap creates a hermetic seal that prevents any exchange between the drug product inside the cartridge and the external environment. This sealing function is essential for:
- Maintaining the sterility of injectable drug products throughout their storage and shelf life
- Preventing oxidation of oxygen-sensitive drug formulations by excluding atmospheric oxygen
- Retaining volatile drug components or solvents within the cartridge without evaporative loss
- Preventing moisture ingress into lyophilized (freeze-dried) drug products that would cause reconstitution and degradation prior to use
Tamper-Evidence and Patient Safety
A properly crimped aluminium cap cannot be removed from the cartridge without visible deformation or destruction of the cap. This tamper-evident property provides an important patient safety function: any cartridge vial from which the aluminium cap has been removed, loosened, or visibly damaged should be immediately identified as potentially compromised and discarded. A bent, dented, or partially detached aluminium cap is a clear visual indicator that the cartridge seal may have been breached and the drug product should not be administered.
Product Identification and Brand Differentiation
The visible top surface of the aluminium cap provides a labeled area for product identification at the point of dispensing and administration. Color coding of aluminium caps by drug type, concentration, or formulation is a standard practice in pharmaceutical packaging that reduces the risk of medication mix-ups. For example, in dental anesthetic cartridges, different local anesthetic formulations are routinely differentiated by cap color — a practice endorsed by multiple national dental pharmacopoeia standards. Embossed text, printed lot numbers, and expiry date coding on the cap surface provide additional traceability information directly on the primary container.
Types of Aluminium Caps Used on Cartridge Vials
Not all aluminium caps for cartridge vials are identical. Several design variants have been developed to meet different pharmaceutical application requirements, delivery device compatibility needs, and manufacturing process constraints.
Plain Crimp Caps
The most common type — a simple aluminium cup with a flat or slightly domed top and a cylindrical skirt that is crimped under the cartridge neck flange during filling and sealing. Plain crimp caps are used across the majority of insulin pen cartridge, GLP-1 injector, and general injectable cartridge applications. The top of the cap may be left plain, colored, or printed for product identification.
Perforated or Pre-Scored Caps
Some cartridge cap designs incorporate a pre-scored or perforated center section on the top of the cap, designed to tear or peel away when the injection needle is attached to the delivery device. This tear-away center allows the needle to penetrate the rubber disc stopper without requiring the patient or clinician to remove the entire cap, maintaining tamper-evidence while enabling use. These designs are commonly used in dental cartridge (carpule) applications where the cap remains on the cartridge throughout the injection procedure.
Flip-Off Caps (Combination Caps)
While more common on standard vials than cartridges, some specialized cartridge formats use a combination cap consisting of an aluminium ferrule with a plastic flip-off button insert. The plastic button can be flipped away to expose the rubber stopper center without removing the aluminium ferrule, which remains crimped to the cartridge neck and continues to provide mechanical stopper retention throughout use. This design is used in applications where the cartridge is accessed multiple times through the same rubber stopper surface.
Coloured and Printed Caps
Caps can be anodized or lacquered in a wide range of pharmaceutical-grade colors to support product differentiation, dosage identification, and medication safety protocols. Standard pharmaceutical color coding for insulin cartridge caps, for example, uses specific colors to distinguish between rapid-acting, intermediate-acting, and long-acting insulin formulations, reducing the risk of incorrect formulation selection by patients self-administering at home.
Regulatory and Quality Standards for Aluminium Caps
Aluminium caps for pharmaceutical cartridge vials are classified as pharmaceutical primary packaging components — meaning they come into direct or indirect contact with the drug product and are therefore subject to stringent regulatory oversight and quality requirements in all major pharmaceutical markets.
Pharmacopoeial Standards
Aluminium caps for pharmaceutical use must comply with the requirements of the relevant national or international pharmacopoeia. Key standards include:
- European Pharmacopoeia (Ph. Eur.) 3.2.5 — Tamper-evident containers; and Ph. Eur. 3.2.9 — Rubber closures for containers for aqueous parenteral preparations; covering materials and testing requirements for aluminium caps used with rubber stoppers
- United States Pharmacopeia (USP) 〈660〉 — Containers — Glass; and USP 〈381〉 — Elastomeric closures for injections; with associated requirements for aluminium sealing components
- ISO 11608-3 — Finished containers for needle-based injection systems; specifying dimensional and performance requirements for cartridge closures including aluminium caps
- ISO 15747 — Plastic containers for intravenous injections; referenced for broader container closure integrity testing principles applicable to cartridge systems
Container Closure Integrity Testing (CCIT)
A crimped aluminium cap and its associated rubber disc stopper form a container closure system (CCS) that must be validated to demonstrate adequate sealing performance throughout the product's shelf life. Container Closure Integrity Testing (CCIT) methods used to validate cartridge cap seals include:
- Vacuum decay testing: Measures the rate of pressure change inside an evacuated package to detect leaks as small as 6 microns (0.006 mm) in the seal
- Helium leak testing: Uses a helium tracer gas and a mass spectrometer detector to identify leak paths with detection limits of 1 × 10⁻⁹ mbar·L/s — among the most sensitive leak detection methods available
- High-voltage leak detection (HVLD): Applies a high-voltage electrical field across the sealed container to detect conductive pathways through any breach in the container closure system
- Visual inspection: 100% visual inspection of crimped caps for dimensional conformance, skirt integrity, cap-to-glass contact, and absence of cracking, tearing, or loose-cap defects
Good Manufacturing Practice (GMP) Requirements
Aluminium caps supplied to pharmaceutical manufacturers must be produced under GMP-compliant conditions, including cleanroom manufacturing and packaging, full material traceability from raw aluminium sheet to finished cap, certificate of compliance and certificate of analysis documentation for each production batch, and compatibility testing data demonstrating that cap materials do not interact adversely with the drug product or rubber stopper. Caps are typically supplied to pharmaceutical filling facilities in cleaned, depyrogenated, and sterility-tested condition, ready for direct use on the filling line without further washing or sterilization.
The Crimping Process: How Aluminium Caps Are Applied
The application of an aluminium cap to a filled cartridge vial is called crimping. This process is performed on automated pharmaceutical filling and sealing lines and must be precisely controlled to achieve consistent, compliant seals across every unit produced.
- Cartridge filling: The cartridge barrel is filled with the drug product through the open back end. The plunger stopper is then inserted to complete the liquid seal at the back of the cartridge.
- Disc stopper insertion: The rubber disc stopper is placed into the open neck of the cartridge and seated flush with or slightly below the top of the neck bore using a stopper placement tool.
- Cap placement: The aluminium cap is placed over the cartridge neck, with the cap skirt surrounding the neck flange and the cap top resting on the disc stopper surface.
- Crimping: A set of rotating crimping jaws or rollers contacts the aluminium cap skirt and applies inward and downward force, bending the skirt material under the cartridge neck flange in a controlled, uniform deformation. The crimping tool rotates around the cap circumference while applying force, ensuring uniform deformation around the full 360 degrees of the cap skirt.
- Inspection: Crimped cartridges are inspected for cap height, cap-to-glass gap, skirt fold uniformity, and absence of cracking or tearing. Statistical sampling or 100% automated vision inspection systems verify conformance at the production line speed.
Modern pharmaceutical filling lines for cartridge vials operate at speeds of 200 to 600 cartridges per minute, with automated crimping stations performing the cap application and seal formation at corresponding rates while maintaining sub-millimeter dimensional tolerances on every unit.
Applications: Where Aluminium-Capped Cartridge Vials Are Used
Aluminium-capped cartridge vials serve a diverse range of pharmaceutical and clinical applications, united by the common requirement for a sterile, tamper-evident, precisely delivered injectable drug product.
| Application | Drug Type | Cartridge Volume | Delivery Device |
|---|---|---|---|
| Diabetes management | Insulin (rapid, intermediate, long-acting) | 3.0 mL | Reusable insulin pen |
| Weight management / diabetes | GLP-1 receptor agonists | 1.5 mL – 3.0 mL | Auto-injector pen |
| Growth hormone therapy | Somatropin (recombinant HGH) | 1.5 mL – 5.0 mL | Electronic injection device |
| Dental anesthesia | Local anesthetic with / without vasoconstrictors | 1.8 mL | Dental syringe (carpule syringe) |
| Osteoporosis treatment | Parathyroid hormone analogues | 2.4 mL – 3.0 mL | Pre-filled injection pen |
| Vaccine delivery | Multi-dose vaccine formulations | 5.0 mL – 10.0 mL | Multi-dose injection device |
Aluminium Cap vs. Other Cartridge Closure Options
While aluminium crimp caps are the dominant closure solution for pharmaceutical cartridge vials, alternative closure technologies exist for specific applications. Understanding how aluminium caps compare to alternatives helps clarify why they remain the standard of choice for most pharmaceutical cartridge applications.
- Aluminium crimp cap vs. plastic screw cap: Plastic screw caps are used on some over-the-counter cartridge-style containers but are not suitable for sterile injectables because they cannot provide the hermetic seal integrity or tamper evidence required for parenteral products. Aluminium crimp caps create an irreversible mechanical seal that plastic screw closures cannot replicate.
- Aluminium crimp cap vs. polymer snap cap: Polymer snap closures are used in some non-injectable pharmaceutical cartridge applications but are incompatible with the crimping equipment used on pharmaceutical filling lines for injectables and cannot achieve the leak-tightness specifications required for sterile products.
- Aluminium crimp cap vs. integrated polymer closure: Some newer cartridge designs incorporate integrated polymer closures formed as part of the cartridge body itself, eliminating the separate cap component. These designs are used in disposable auto-injector pen platforms but represent a small fraction of total cartridge volume. Their higher unit cost and more complex manufacturing process limit their adoption to premium device platforms.
The aluminium crimp cap remains the industry-standard solution for pharmaceutical cartridge vials because it delivers proven sealing performance, broad compatibility with existing filling and delivery device infrastructure, low unit cost, excellent customization options, and a multi-decade track record of regulatory acceptance across all major global pharmaceutical markets.
Summary: Why the Aluminium Cap Is Essential to Cartridge Vial Safety
The aluminium cap for cartridge vials is a small but critical component in the pharmaceutical packaging system — responsible for maintaining the sterility, integrity, tamper-evidence, and product identity of injectable drug products from the point of manufacture through to the moment of patient use. Made from high-purity aluminium alloy sheet, precisely formed by stamping, and applied by calibrated crimping equipment, these caps work together with the rubber disc stopper to create a hermetic container closure system that must perform reliably under challenging storage conditions, transport stresses, and temperature variations across a shelf life of one to several years. Their compliance with international pharmacopoeial standards, compatibility with established pharmaceutical filling and delivery device infrastructure, and the availability of color, print, and surface treatment options for product identification make aluminium crimp caps the preferred and most widely specified closure solution for pharmaceutical cartridge vials worldwide — from insulin pens and GLP-1 injectors to dental carpules and growth hormone devices.
Related products
-

A precision sealing solution designed for cartridge-based drug delivery systems, such as pre-filled syringes and pen injectors. It ensures sterile integrity and safe, reliable needle access for inject...
View More -

A durable and portable liquid storage solution designed for safe transportation and handling of non-hazardous to semi-hazardous fluids. It ensures secure containment, easy pouring, and reliable perfor...
View More -

A standardized pull-ring polypropylene cap designed for infusion and solution bottles. This tamper-evident solution ensures reliable closure and provides an integrated pull-ring for safe, tool-free ac...
View More -

A reliable and tamper-evident sealing solution designed for standard injection vials. It ensures container seal integrity and safe needle access for liquid medications. A professional sealing componen...
View More -

A tamper-evident aluminum seal designed for injection vials. It features an integrated pull-ring that, when pulled, removes the entire aluminum cap cleanly from the vial neck, leaving the rubber stopp...
View More -

A specialized sealing cap designed for pharmaceutical injection vials. It features an easy-tear design on the aluminum cap, allowing users to open it quickly and reliably, with a near 100% opening suc...
View More
-
Get In Touch
 +86 511 8813 2922
+86 511 8813 2922
 +86 139 5290 2286
+86 139 5290 2286
 No. 1 Mingzhu Road, Youfang Industrial Park, Yangzhong City, Zhenjiang, Jiangsu, China
The information provided on this website is intended for use only in countries and jurisdictions outside of the People's Republic of China.
No. 1 Mingzhu Road, Youfang Industrial Park, Yangzhong City, Zhenjiang, Jiangsu, China
The information provided on this website is intended for use only in countries and jurisdictions outside of the People's Republic of China. -
Product
Aluminum-Plastic Caps Aluminum Caps Euro PP Caps PP Containers for Contact Lens with Foil Seal Plastic Hanger for Infusion Bottle Plastic Jerry Can -
WhatsApp
Chris

-
WeChat
Lilian


Copyright © 2025 Jiangsu Changjiang Lids Co., Ltd. All Rights Reserved.
OEM Pharmaceutical Packaging Manufacturer
Pharmaceutical Cap Supplier
